 |
|||
|
|
|||
| ||||||||||
|
|  MIL-L-40064E
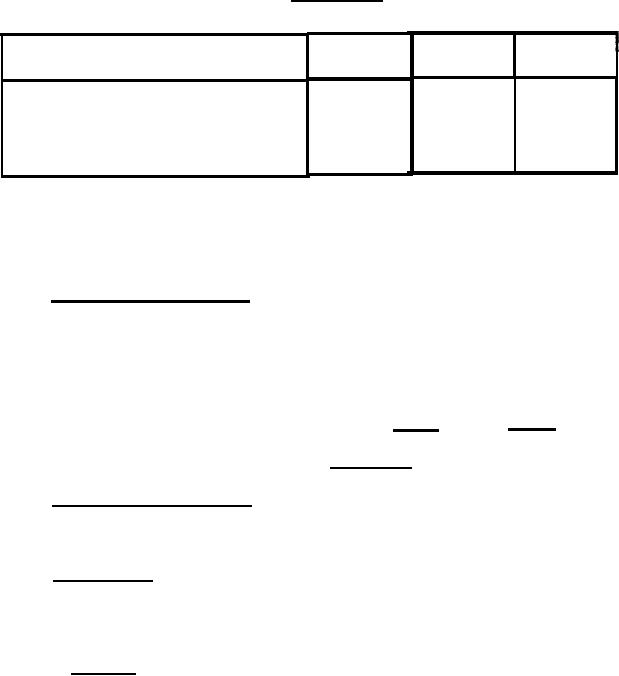
Dimensions.
TABLE I.
Type III
Type II
Type I
(inches)
(inches)
(inches)
64
96
64
Width at platform end (overall)
Width at railcar or truck end
64
70
64
(overall)
44
48
44
Length (overall)
Note:
A tolerance of plus or minus 1 inch shall be allowed on the
above dimensions.
3.7 Identification marking. Each loading plate shall be marked in accor-
dance with MIL-STD-130. Each loading plate shall have an identification plate
conforming to MIL-P-15024, type A. The plate will be securely attached in an
protected location. The following information shall be permanently marked,
as applicable, on the name plate in characters not less than 0.375 inches:
Loading Plate
MIL-L-40064, Type
Style
Company Name
pounds
Capacity:
3.8 Treatment and painting. The style B loading plates shall be cleaned,
treated, and painted in accordance with MIL-T-704, type A, color No. 13538
of FED-STD-595. Style A loading plates shall be cleaned only.
3.9 Workmanship. All loading plates shall be clean and properly
assembled. Burrs shall be removed and sharp edges shall be rounded.
Parts shall not be damaged or impaired in any way, and parts shall show
no evidence of rust or corrosion.
3.9.1 Welding. All surfaces of parts to be welded shall be free from
rust, scale, paint, grease, and other foreign matter. parent materials. weld
filler metals, and fabrication techniques shall be as required to enable the
loading plate to conform to the examination and test requirements specified
in section 4. Parts to be joined by welds shall be brought into as close
contact as possible and in no event shall be separated by more than 0.18
inch unless appropriate bridging techniques are used. The welding process
used in fabrication shall be at the option of the contractor. Aluminum
alloy welding and inspection shall be in accordance with MIL-W-22248, class 3.
Welding shall be inert gas shielding. Welds shall be inspected for good
adhesion, no porosity and good penetration.
7
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
