 |
|||
|
Page Title:
Table II. Classification of defects. |
|
||
| ||||||||||
|
|  MIL-S-45387B(AT)
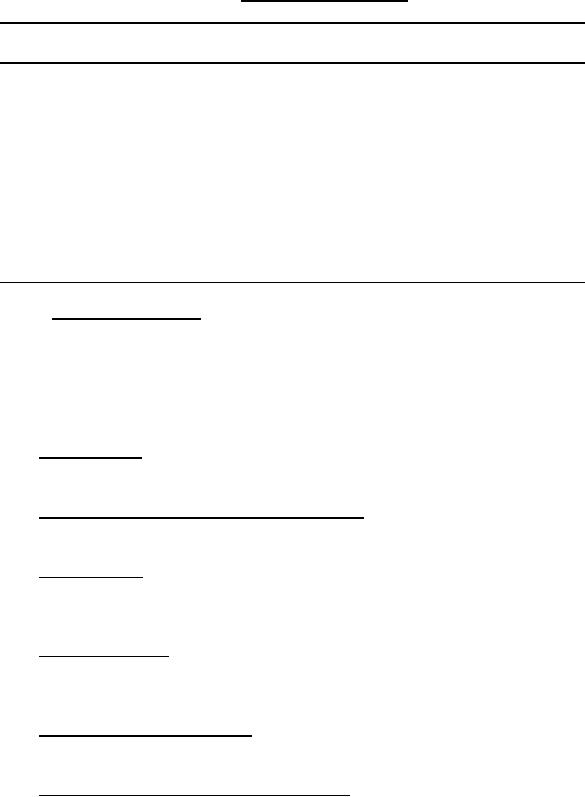
Table II. Classification of defects.
Categories
Minor AQL 4.0 Percent
Method of
Defective
Inspection
200.
Length of teeth
..................
SIE
201.
Chamfer (both ends)
..................
SIE
202.
Overall length
..................
SIE
203.
Threads requirements
..................
Go thread plug
Gage, not go
thread plug gage
204. Removed tooth
..................
Visual
mark (both ends)
205. Incomplete coverage
..................
Visual
206. Printing incomplete
..................
Visual
207. Damaged
..................
Visual
*
4.3.3.3 Inspection equipment. The inspection equipment for various characteristics specified
in 4.3.3.2 are referenced in the method of Inspection on the representative Supplementary Quality
Assurance Provisions (SQAP's) developed for each of the torsion bars tabulated on K8668989 spring
torsion bar suspension or other applicable drawings.
4.4 Inspection procedure.
4.4.1 Material check. To determine conformance to 3.3 and 3.3.1, prior to processing the
torsion bar springs the material shall be checked for specified defects and lengths.
4.4.2 Chemical composition and hardenability check. Unless otherwise specified chemical
analysis shall be performed to determine conformance to 3.3.2 and 3.3.3.
4.4.3 Forming check. To determine conformance to 3.5.1, the formed ends shall be checked
for proper lengths, diameter, and radius. After the serrations have been completed a dimensional
check shall be made of the serrations.
4.4.4 Heat treatment test. To determine conformance to 3.5.2 and 3.5.2.1, the torsion bar
springs shall be checked for Rockwell C hardness and the procedure shall be observed for
conformance.
4.4.5 Straightening operations check. To determine conformance to 3.5.3, the straightening
operation shall be checked for proper temperature.
*
4.4.6 Surface indications and discontinuities check. To determine conformance to 3.5.4, the
torsion bar springs shall be checked for discontinuities in accordance with Specification
MIL-M-11472, 100 percent. If springs are fabricated from non-magnetic material, they shall be
inspected by the dye penetrant method of MIL-I-6866, or by an approved alternate method.
7
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
