 |
|||
|
Page Title:
Quality conformance conditions and controls. |
|
||
| ||||||||||
|
|  MIL-C-63550E(AR)
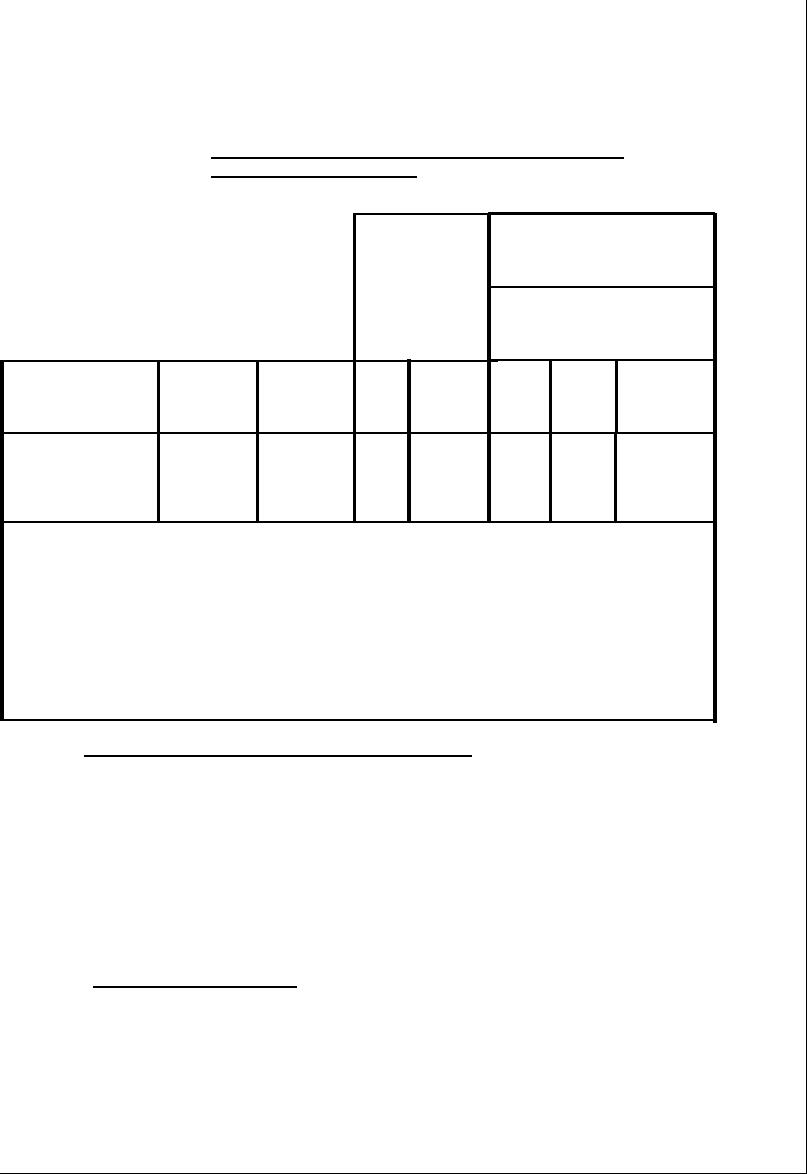
TABLE III.
Preproduction, initial production, and quality
conformance inspections. - Continued
Quality confor-
mance inspection
Special
Classification of
tests and
characteristics
examinations
Pre-
Initial
Crit-
Require-
Minor
prod
ical
Major
prod
Description
ment
Method
4.0
Workmanship
x
x
4.3.5
3.3.5
4.0
Packaging
4.4
x
5.
Note:
Assemblies manufactured using harness wiring boards or equivalent
equipment may be sample inspected once the wiring board has been cer-
tified acceptable to produce assemblies of the required dimensional
and angular configuration.
The rejection of one assembly of a sample shall be cause for 100 per-
cent inspection of the remaining assemblies of the lot, and sampling
of subsequent lots shall not be permitted until the wiring board has
been corrected and rectified.
4.1.3 Quality conformance conditions and controls. Quality conformance
inspection shall consist of the examinations and tests specified in table III
as indicated by the existence of an acceptable quality level (AQL) or fre-
quency of inspection number in one of the classification of characteristics
columns. Examples of the number to be used are: 100% and 1.5. Quality
formance inspection shall be performed in accordance with the methods speci-
fied in 4.2.
Note:
100% means each unit produced shall be inspected
for the indicated characteristics (see 4.1.3.1.2).
1.5 signifies an AQL number and indicates the char-
acteristic may be sample-inspected (see 4.1.3.1.1).
4.1.3.1 Lot-by-lot inspection. Lot-by-lot inspection shall consist of
sampling and acceptance (100 percent) inspection as specified in table III.
An inspection lot shall consist of all assemblies of one type, submitted at
one time for quality conformance inspection.
22
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
