 |
|||
|
Page Title:
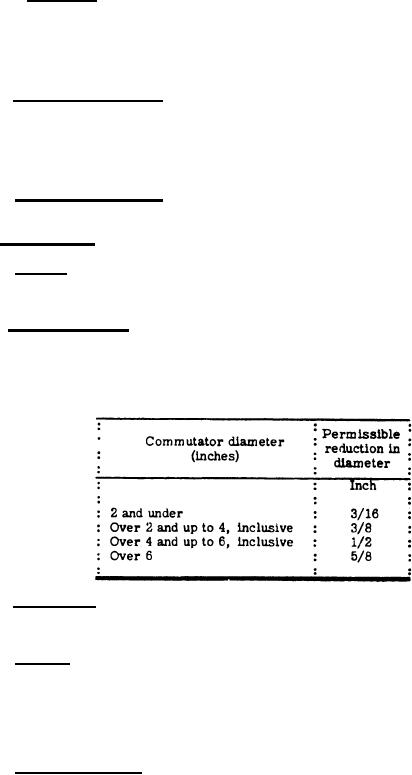
Table II - Wearing depth of copper segments. |
|
||
| ||||||||||
|
|  MIL-M-17413A(NAVY)
3.2.20 Armatures - The laminations shall be properly insulated from each other. The spacers
used for ventilation shall be mechanically rigid, and shall be secured so as to prevent their coming
loose due to vibration in service. In the assembly of the cores, care shall be taken to remove all burrs
or projecting laminations in the slot portion of the core which might result in injury to the coils. The
lam laminations shall be clamped together in such a manner as to insure that the assembled core is "tight"
at the top of the teeth.
3.2.20.1 Securing core to shaft. - Provisions shall be made to prevent rotation of the core on the
shaft and axial displacement of the core along the shaft. A Pin through the shaft is not an acceptable m cans
of preventing axial displacement. In general, welding shall not be used to secure the core to the shaft,
however, tack welding in conjunction with other means will be permissible to prevent axial displacement
of the core along the shaft. The use of a quill secured on the shaft by means of a press fit may be used if
approved by the bureau or agency concerned.
3.2.20.1 Securing core to shaft. - Equalizer connections shall be supplied on all lap-wound arma-
tures of motors having four or more main poles.
3.2.21 Commutators. -
3.2.21.1 General. - The commutator shall be secured rigidly to the shaft or spider in such a manner
as to prevent their either rotational or axial motion of the commutator relative to its support under operating
or test conditions.
3.2.21.2 Copper seqments. - The copper segments shall be securely retained in such manner as
will prevent their relative displacement as a result of centrifugal forces and the stresses imposed by
repeated expansion and contraction in service. The segments, when worn to the full extent of the allowable
wearing depth specified in table II, shall be of ample section to operate satisfactorily.
Table II - Wearing depth of copper segments.
3.2.21.3 Connections. - The connections to the windings shall be effectively soldered, and, if
separate risers are used, they shall be mechanically and electrically connected to the commutator bar
in a satisfactory manner.
3.2.21.4 Sealing. - After the assembly of the commutator all crevices or joints at each end between
the bars and the retaining flanges shall be completely filled up and sealed over with high-grade, flexible,
baking insulating varnish in such a manner as to prevent the entrance of moisture, oil, carbon, or copper
dust, or other deleterious substances at these points, likewise, the creepage path from the ends of the
copper bars to the metal flanges shall be given a heavy, durable coating of flexible, baking insulating
varnish as a protection against short circuits and ground at these points.
3.2.21.5 Mica undercutting. - The mica insulation between bars shall be undercut on all motors.
The undercutting shall be accomplished by removing all mica between bars to form a groove not to exceed
3/64 inch in depth.
9
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
