 |
|||
|
|
|||
| ||||||||||
|
|  MIL-T-48134A (MU)
last control check shall be returned to the contractor for in-
spection for each separate type of defect according to MIL-STD-
105, using an AQL of 0.40 percent for each Major Defect and an
AQL of 0.65 percent for each Minor Defect.
All cavities removed
from production because of some fault may, after reworking, be
returned to production providing they pass the qualification
The contractor may request a change of inspection
test above.
frequency providing he presents objective evidence to the Con-
tracting Officer to substantiate the request.
Contractor design
of gages and test equipment required to perform the inspections
listed herein shall be forwarded to: Commander, Picatinny Arsenal,
Dover, New Jersey 07801
ATTN :
SMUPA-QA-A-M for approval prior
The following sub-paragraphs iden-
to manufacture of equipment.
tify those items and minimum inspections subject to the require-
ments of this paragraph.
4.3.5.1
Cure Time of Plastic Parts. - In establishing a
curing time, dimensionally check ten (10) parts from each cavity
at periodic intervals (e.g., every 30, 60, etc. reins.) until
The curing time will be from
dimensional stability is attained.
the time the part comes out of the mold until dimensional sta-
The inspection data used in determining the
bility is attained.
curing time shall be sent to Picatinny Arsenal, Dover, New Jersey
If any new change in material, cycle
07801
ATTN :
SMUPA-QA-A-N.
time, a reworded cavity or a new cavity is used, a new curing time
shall be established and approved.
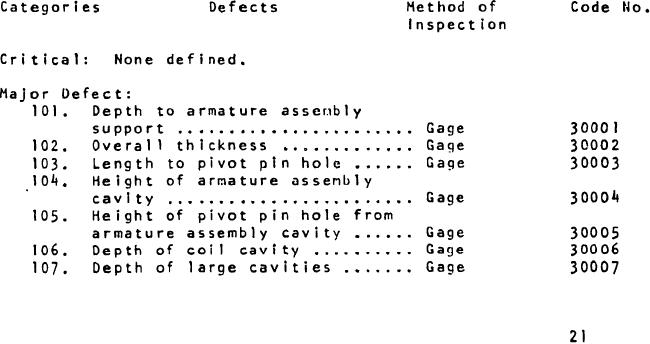
4.3.5.2 Case,
Right Hand (see dwg.
9227701 covering a detail
of dwg. 9227694).
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
