 |
|||
|
|
|||
| ||||||||||
|
| 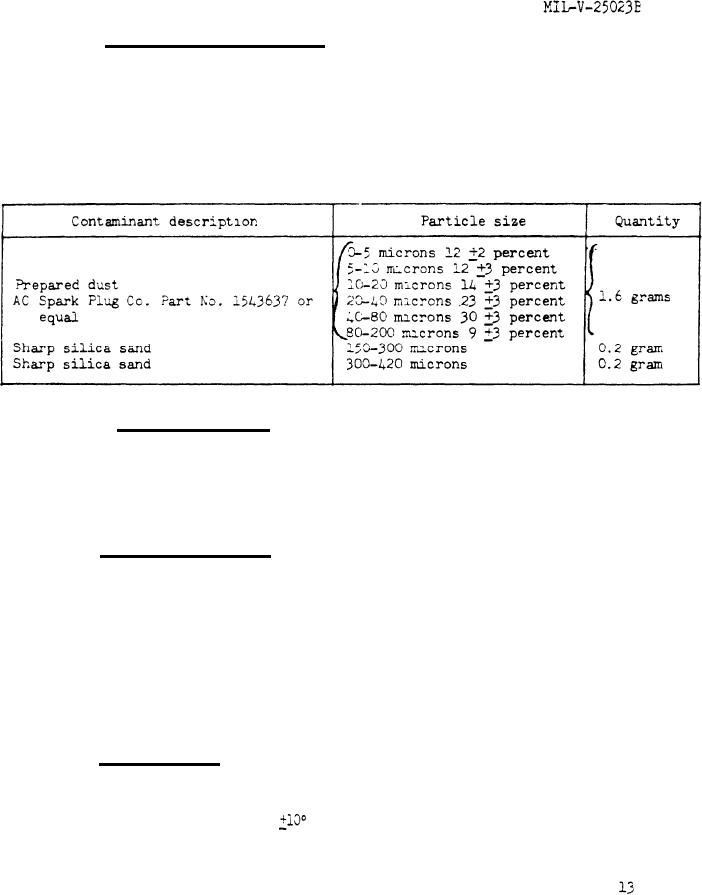 4.6.6 Contaminated fuel endurance .- Twenty gallons of fuel containing a
quantity and type of contaminant conforming to table III, shall be fed at the
average rate determined during tests under 4.6.2.1,1, through the valve. The
valve shall be operated 8 cpm for 2,000 cycles. The fuel shall be agitated
to keep the contaminant uniformly distributed in the circulating fuel. After
this test, the valve shall be flushed out with clear fuel and drained and tested
in accordance with 4.6.2.
TABLE III.
Contaminated fuel endurance test dust
4.6.6.1 Fibrous contaminant.- The procedure of 4.6.6 shall be repeated
except that:
(a.) The valve shall be operated 500 cycles.
(b) The contaminant shall consist of 0.01 gram of lint as collected
by tumbling laundered cotton cloth in a tumbling machine
(clothes drier).
4.6.7 Accelerated corrosion.- The valve closed and with open ports shall
be immersed in a solution consisting of 24 percent by weight of sodium chloride
in distilled water. After immersion, the solution shall be drained and the
valve shall be neated in an oven to a temperature of 125 to 135 F for a
period of not less than one hour. The immersion and heating cycle shall be
repeated 50 times. The valve shall not be operated at any time during the immer-
sion and heating cycles. Immediately after completing the immersion and heating
cycles, the valve shall be washed out with warm water to remove salt accumu-
lations, after which the valve shall be dried, wetted with fuel, and cycled once.
`1' valve shall then be subjected to the calibration test (4.6.2). Corrosion
of any part of the valve to a degree which affects performance shall be cause
for rejection.
4.6.8 Water freezing.- Using the test setup used for the flow test the
container shall be filled with water, the valve opened, and the water drained
from the tank until approximately 1 inch of water remains. The valve shall be
closed and the assembly placed in a test chamber for a period of 6 hours with
the temperature maintained at 0
F. The valve shall then be removed from
the test chamber, returned to normal temperature, and subjected to the functional
test. Malfunction or damage as a result of this test shall be cause for rejection.
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
