 |
|||
|
|
|||
| ||||||||||
|
|  MIL-V-46727C(AT)
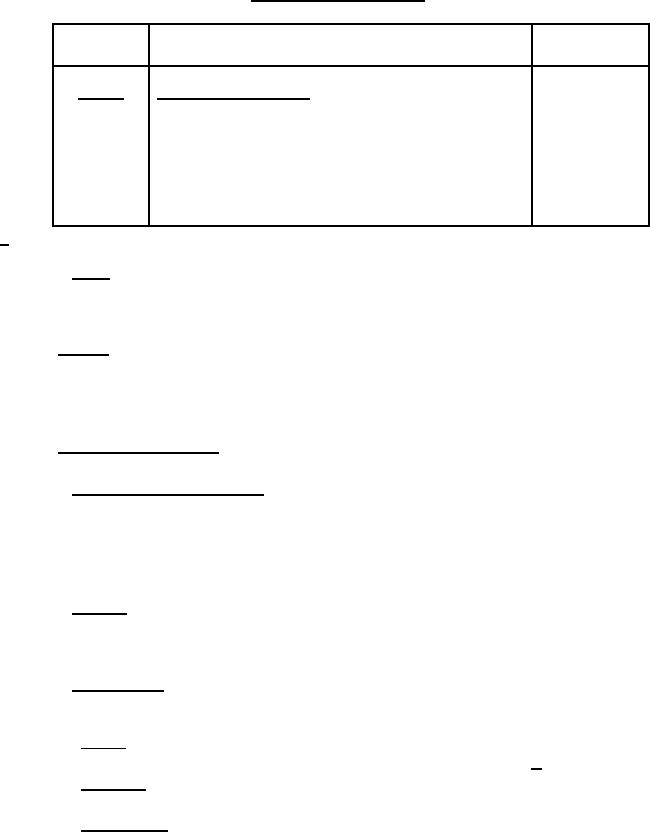
TABLE. Classification of defects Continued.
Method of
Category
Defect
examination
Minor
AQL 2.5% Defective
SIE or
201
Dimensions not affecting interchangeability not
Functional
within tolerance (see 3.3).
SIE
Weight greater than specified (see 3.3.5).
202
Visual
Marking illegible or incorrect (see 3.5).
203
Visual
Finish not as specified (see 3.6).
204
Visual
Faulty workmanship (see 3.7)
205
1/ SIE = Standard Inspection Equipment.
4.5.3 Tests. Each valve selected in accordance with 4.5.1.3 shall be subjected to the quality
conformance tests specified in table I, in the order specified using an AQL of 1.0 on the basis of
percent defective.
4.6 Failure. Failure of any valve to pass any of the specified quality conformance tests shall
be cause for the Government to refuse acceptance of the production quantity represented, until
action taken by the contractor to correct defects and prevent recurrence has been approved by the
Government.
4.7 Methods of inspection.
4.7.1 Materials and construction. Conformance to 3.2 through 3.3.4 shall be determined by
inspection of contractor records providing proof or certification that design, construction,
processing, and materials conform to requirements. Applicable records shall include drawings,
specifications, design data, receiving inspection records, processing and quality control
standards, vendor catalogs and certifications, industry standards, test reports, and rating data.
4.7.2 Defects. Conformance to 3.3, 3.3.3 through 3.3.5 and 3.5 through 3.7, shall be
determined by examination for the defects listed in table II. Examination shall be visual, tactile,
or by measurement with standard inspection equipment.
4.7.3 Performance. Unless otherwise specified (see 6.2), performance testing shall be
conducted under the following conditions:
a. Fluids. All tests shall be performed with hydraulic fluid conforming to MIL-H-5606
or MIL-H-6083. The hydraulic fluid temperature shall be 90 + 20F.
b. Cleaning. All grease or foreign material shall be removed from interior parts of the
valve before testing.
c. Air removal. Air shall be completely removed from all hydraulic portions of the
valves prior to tests.
10
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
