 |
|||
|
Page Title:
Table I. Composition of Magnesium Alloy Welding Rods |
|
||
| ||||||||||
|
| 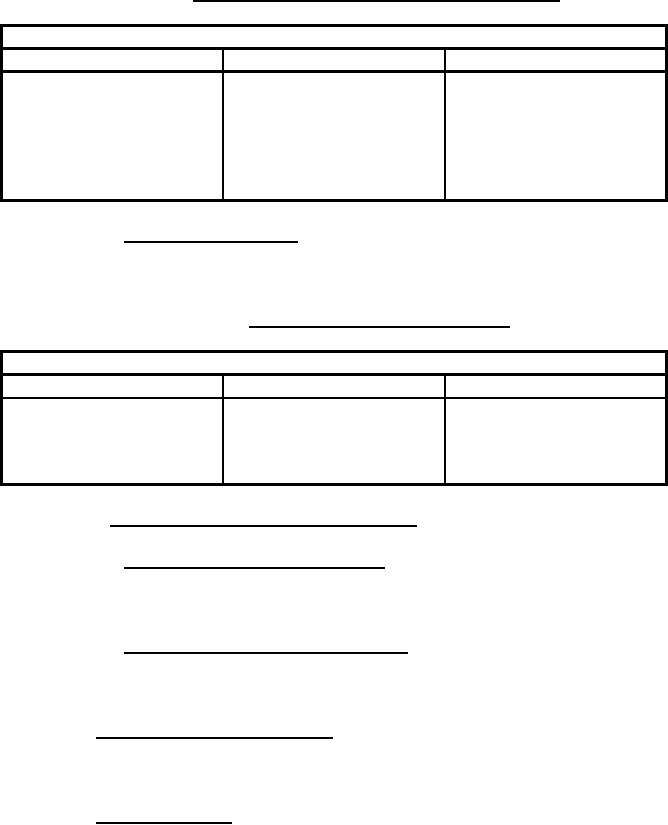 MIL-W-47091A (MI)
magnesium alloy welding rod having the composition as specified in AWS A5.19 and
Table I shall be used (see 6.2).
TABLE I. Composition of Magnesium Alloy Welding Rods.
Percent
Materials
Not less than
Not greater than
2.5
3.5
Aluminum
0.7
1.3
Zinc
0.20
Manganese
Silicon
0.05
Other elements
0.30
Magnesium
Remainder
3.3.3.2 M-1 and similar alloys. For welding magnesium alloys corresponding
to or similar to those specified in AMS4375H, 4376E and 4377F, a magnesium alloy
welding rod having the composition as shown in table II shall be used (see 6.2).
TABLE II. M-1 Magnesium Rod Composition.
Percent
Materials
Not less than
Not greater than
Manganese
1.2
Silicon
0.30
Other elements
0.30
Magnesium
Remainder
3.3.4 Type IV welding corrosion resistant steel.
3.3.4.1 Electrodes for metallic arc welding. For welding AISI types 347 and
321 or equivalent corrosion resistant or stainless steel by the metallic arc method,
electrodes shall be AISI type 347 stainless steel or equivalent.
3.3.4.2 Rod for inert gas shielded arc welding. For welding AISI types 347
and 321 or equivalent corrosion resistant or stainless steel by the inert gas shielded arc
method, the rod shall be AISI type 347 bare wire.
3.4 Location and direction of welds. The location of the welds and direction of
welding shall be as specified on the applicable design drawing in accordance with the
symbols established in Chapter 6 of AWS WHB-1.
3.5 Cleaning of welds.
6
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
