 |
|||
|
|
|||
| ||||||||||
|
|  MIL-S-16059B(SHIPS)
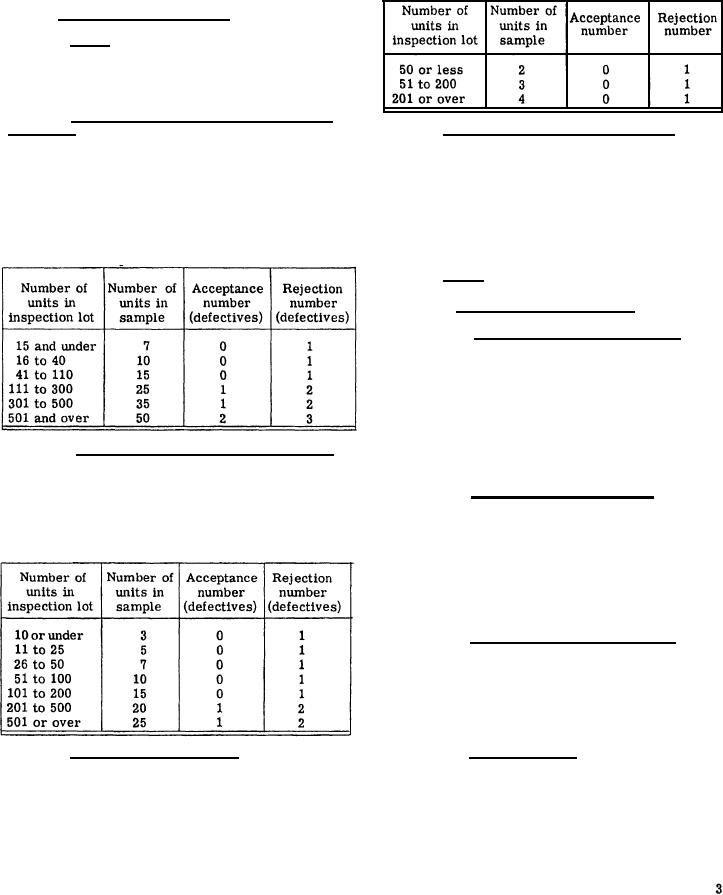
Table VII - Sampling for acceptance
are deemed necessary to assure supplies and serv-
lot torque test.
ices conform to prescribed requirements,
4.2 Lot acceptance inspection. -
4 . 2 . 1 L o t . - All mill lengths or assembled units
of shafting of the same core diameter presented un-
der one contract or order for delivery at one time
shall be considered a lot.
4.2.2 Sampling for visual and dimensional ex-
4.3 Visual and dimensional examination. - Each
amination, - A random sample of mill lengths or
of the sample units selected in accordance with table
assembled units shall be selected in accordance
V shall be visually and dimensionally examined to
with table V from each lot for visual and dimen-
verify compliance with this specification. Any unit
sional examination with lot acceptance based on
sampling inspection requirements in accordance
in the sample containing one or more visual or di-
mensional defects shall be rejected, and if the
with standard MIL-STD-105.
number of defective units in any sample exceeds the
acceptance number for that sample, the lot repre-
Table V - Sampling for visual and dimensional
sented by the sample shall be rejected.
inspection AQL (approx. ) = 1.5
percent defective.
4.4 Tests. -
4. 4.1 Inspection tests of the core. -
4. 4.1.1 Uniform condition of core wires. - All
cores selected for inspection shall be placed in a
position so that by the application of a slight twist
applied to one end, the core may be made to roll,
When it rolls, any spot along the core where the
wires have been overstressed, or where the wire
material has been hardened due to working or
nonuniform material, a wave will form at that
point (see figure 1); a section including this part
4.2.3 Sampling for tests (except torque test). -
of the core shall be removed before shipping.
A random sample of units shall be selected from
each inspection lot in accordance with table VI and
4.4. 1.2 Uniform winding of the core. - All
shall be subjected to the tests specified in 4.4.1
cores selected for inspection shall be placed in a
through 4. 4.2.3 inclusive.
position as indicated in 4.4. 1.1 Starting at one
Table VI - Sampling for lot acceptance tests
end, a loop shall be made to a minimum diameter
without straining the core and rolled the whole
(except torque test).
length of the core. At all points where the loop
diameter changes (see figure 2), the wires are not
wound uniformly and this section shall be removed
before shipping.
4,4.1.3 Core transverse flexibility test. - The
sample, selected in accordance with table VI, shall
be placed so that the end projects a distance equal
to the bend radius shown in table IV over an edge
so that the end drops free under its own weight.
The vertical drop shall not be greater than that
specified for the corresponding core size.
4.2.4 Sampling for torque tests. - A random
4.4.1.4 Assembled core. - All core fittings and
sample of units shall be selected from each inspec-
their attachment to the core shall be capable of with-
tion lot in accordance with table VII and shall be
standing 200 percent of the rated torque capacity
of the core (see table IV). The torque shall be ap-
subjected to the torque tests specified in 4.4.3 and
4.4.4.
plied while the core is held directly adjacent to
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
